客户的口碑才是王道

拥有从事LED研发10年以上经验,能够更好的把握好市场的需求。

德良仕是源头厂家,不用经过中间商在其中争取差价,为您节省更多成本。

德良仕可以到全国各地区安装,如果您这边有问题,可以第一时间反馈给德良仕客服人员,为您尽快解决。

多年来专注地面上的显示屏,合作客户多大上千家,获得用户一致好评。
CASE
NEWS
新闻中心LED互动地砖屏的型号通常有像素间距(P值)、箱体尺寸、承重能力这些重要属性。以...
LED互动地砖屏是一种高技术含量的产品,对厂家的研发能力、生产工艺和项目经验要求...
LED互动地砖屏的实现原理结合了LED显示技术、传感器技术和控制系统,通过硬件与...
LED显示屏的价格受多种因素影响,包括类型、分辨率、品牌和安装方式等。以下是...
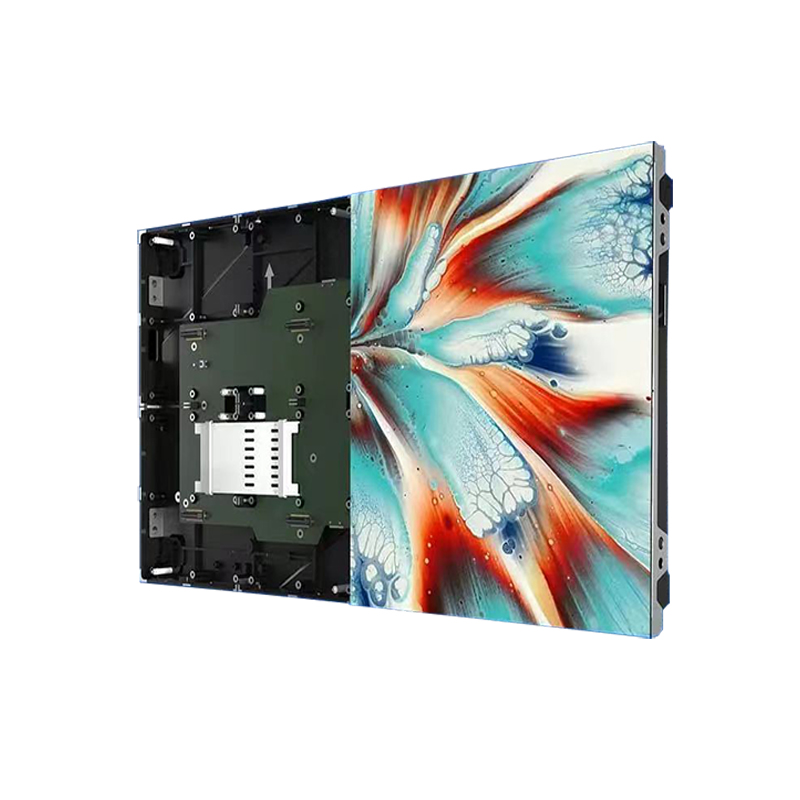
COB显示屏特点 高像素密度: 通过COB技术的封装,可以...
COB显示屏的型号 P0.625系列: 作为微间距的佼佼者,P0.6...
Copyright © 2021-2023 深圳德良仕科技有限公司 版权所有 备案号:粤ICP备18095331号

15919422022

4001689986